



















AIR FRAME
CFRP Wing
1. 穴あけ加工
MCCドリル:先端角を90°に設定したことで、加工開始時からスラスト方向に対する切削抵抗を低減し、デラミネーションの発生を抑制することで良好な穴品質を実現。
MCAドリル:切りくずを包み込むような専用溝設計により、アルミニウムの切りくずがCFRPの穴壁面と接触することを防止し、CFRPとアルミニウム加工穴径のギャップを抑制。
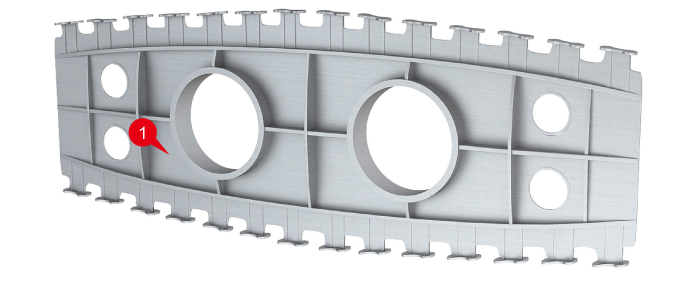
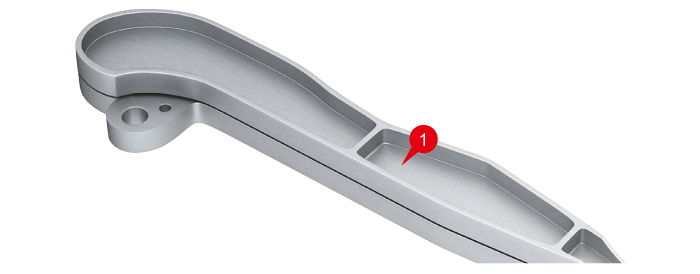
Wing Rib
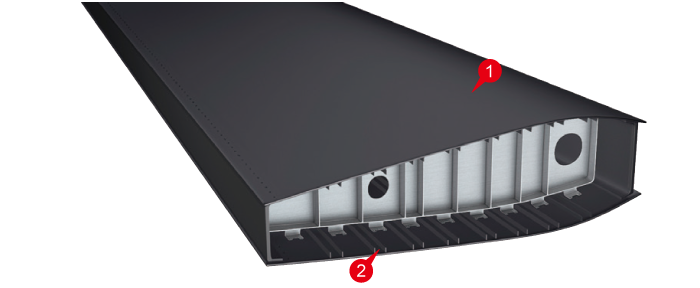
1. 平面加工、ポケット加工
被削材の90%以上を切りくずとして排出するリブの加工では、コストダウンのため高速・高能率加工が求められる。
AXDシリーズは、ねじれ逃げ面を採用し逃げ角の最適化を図ることにより、切れ刃強度を下げることなく低抵抗刃形を実現。
超高速領域ではMP9120材種の適用が有効である。
ALIMASTERシリーズは、独自の工具断面形状により切りくず排出性が良く、高速・高能率加工が可能となった。
ヘッド交換式エンドミルiMXアルミニウム合金加工用ヘッドは、すくい角を大きくした刃形の採用と鏡面処理により溶着の発生を抑え、高能率加工が可能となった。
Hinge
Flap Track
ENGINE
Combustion Casing
Blisk

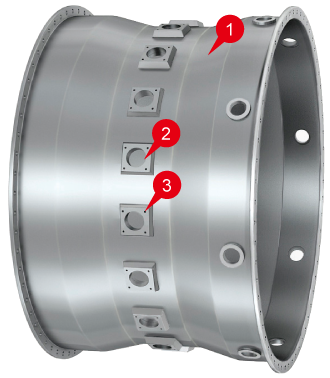
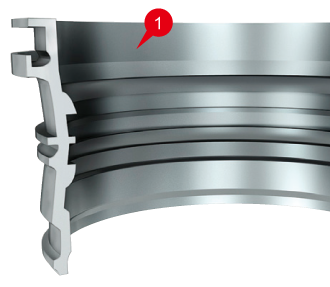
Fan Casing
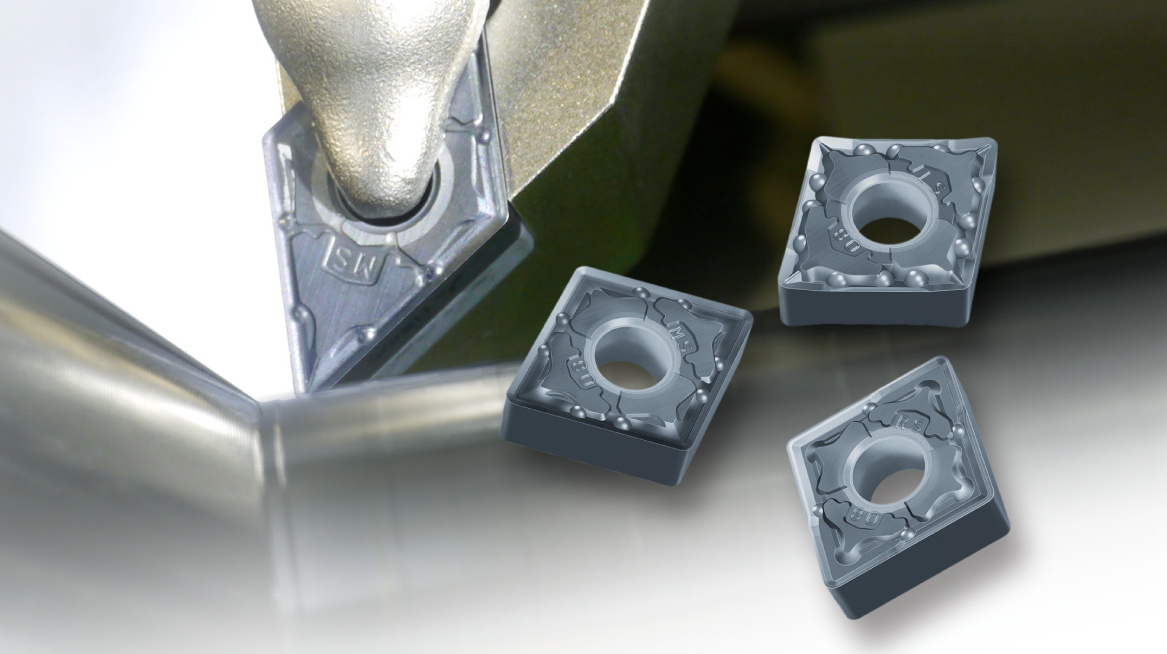
1. 外径・端面・内径加工
チタン合金仕上げ加工における切削速度展開での工具寿命概算は、80m/minで120分、120m/minで約60分が目安である。工具材種はノンコート品が第一推奨である。

1. JTバイト
内部給油式バイトホルダ
Shaft
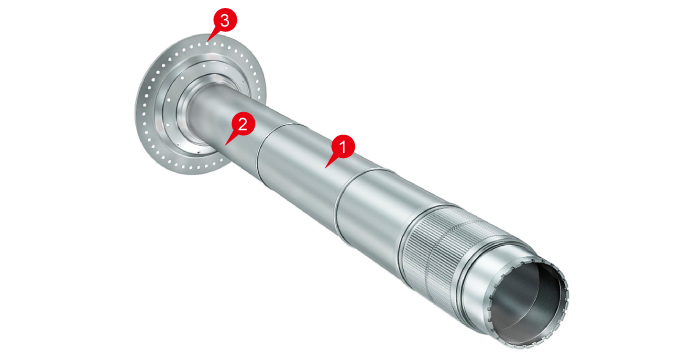
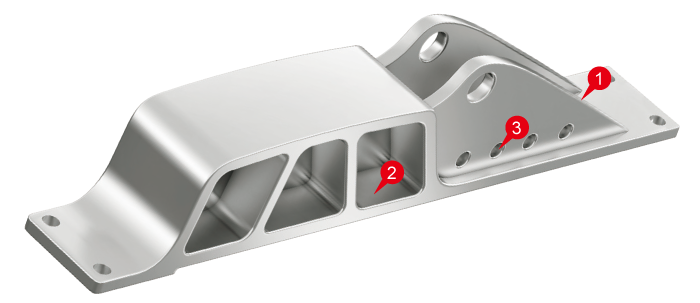
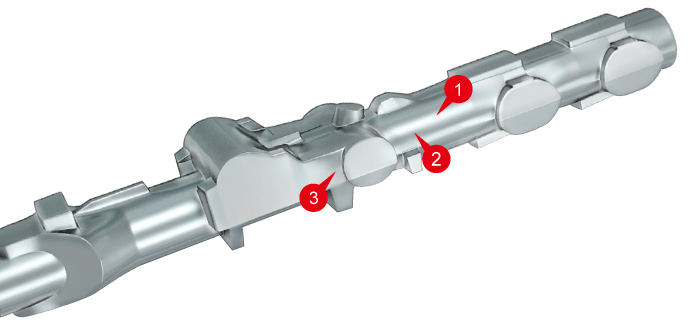
LANDING GEAR
Shaft
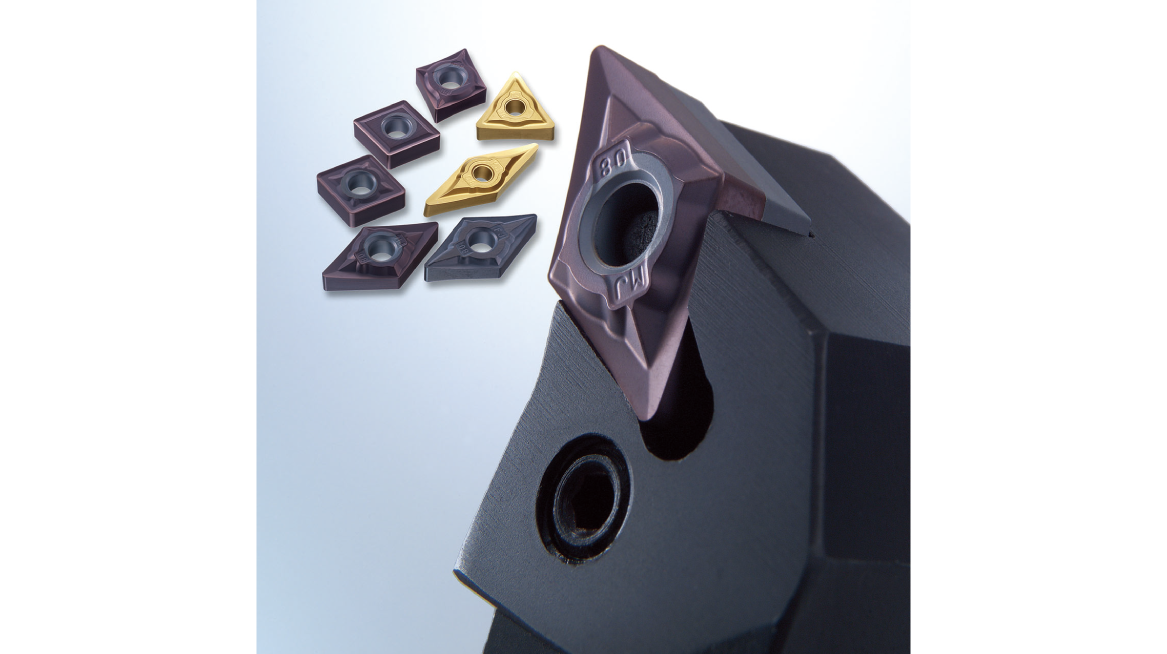
1. 穴あけ加工
熱伝導率が小さく、刃先に熱が集中、溶着が発生しやすいチタン合金の加工では、切削部の熱を効率的に除去し、切りくずをスムースに排出することが重要である。 MNSドリルは、独自のクーラント穴配置と最適な溝形状により、優れた冷却効果と切りくず排出性が得られ、チタン合金の穴加工でも安定加工が可能となった。
2. 形状部倣い加工
切りくずが鋸歯状に生成される過程で切削抵抗が変動し、びびり振動が発生しやすいチタン合金の倣い加工では、制振タイプの工具が有効である。 スマートミラクル制振ボールエンドミルは、不等分割切れ刃と新開発R切れ刃形状により、びびり振動の発生を抑制し、安定加工が可能となった。
3. 形状部荒加工
チタン合金の荒加工では、切りくずが鋸歯状に生成される過程で切削抵抗が変動するため、低剛性の切削工具を使用すると切れ刃のチッピングや欠損などの異常損傷が発生しやすい。剛性が高く切削抵抗を低減させる工具の使用が有効である。 VFXシリーズは、インサート縦置き配置とV字拘束面により剛性が高く、曲線切れ刃によって切削抵抗を低減させるので、安定加工が可能となった。


 日本
日本 アメリカ合衆国
アメリカ合衆国 メキシコ
メキシコ ブラジル
ブラジル EU
EU イギリス
イギリス ドイツ
ドイツ スペイン
スペイン フランス
フランス イタリア
イタリア ポーランド
ポーランド トルコ
トルコ 中国
中国 South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa インド
インド